
As global industries accelerate their transition toward greener and more sustainable technologies, membrane innovation is playing an increasingly important role in water treatment, biopharmaceuticals, microelectronics, food & beverage, and environmental protection.
In collaboration with Professor Lin Zhang’s research team at Zhejiang University, Tailin New Materials and Tailin Life Science recently reported a new research achievement.
titled “Cellulose Nanofiber-Based Nanofiltration Membranes for Sustainable Water Purification” in the international journal Green Energy & Environment.
This collaboration marks an important step forward in the development of green nanofiltration membranes and highlights the potential of cellulose-based materials in sustainable water purification.
Conventional nanofiltration membranes are commonly produced from petroleum-based polymers. While effective, these materials often face challenges related to poor biodegradability and long-term environmental impact.
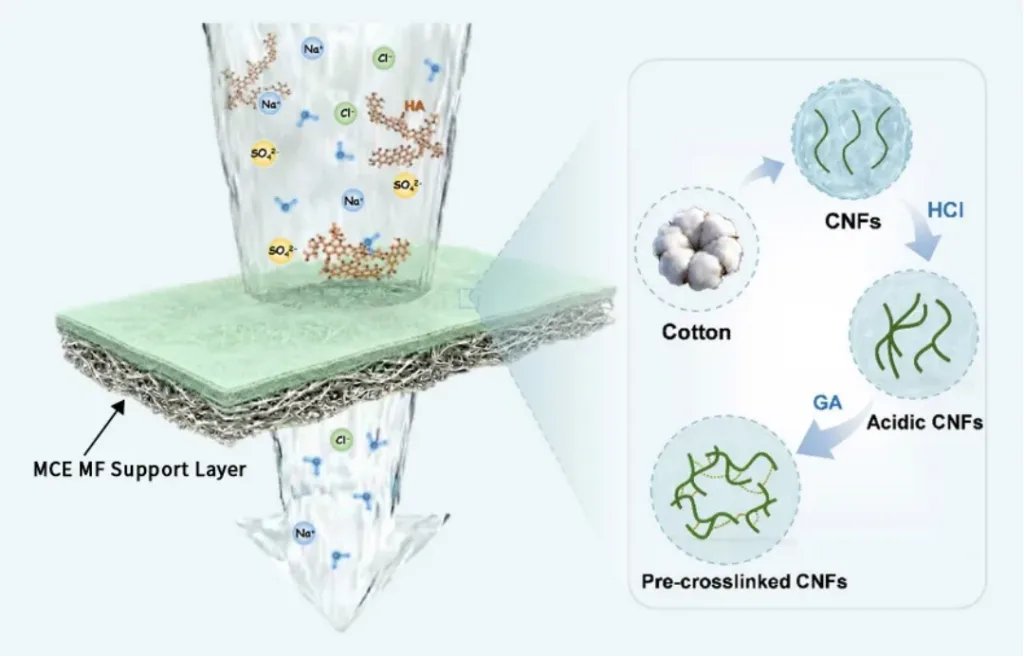
Cellulose nanofiber, also known as CNF, offers a promising alternative. Derived from biomass, CNF is renewable, biodegradable, and environmentally friendly. However, the industrial application of CNF in nanofiltration membranes has long been limited by two key technical challenges:
1. Difficult Membrane Formation
High-concentration CNF suspensions exhibit extremely high viscosity, making uniform film formation challenging.
2. Structural Instability
CNF-based membranes tend to swell in water, limiting their ability to maintain dense and stable nanofiltration structures.
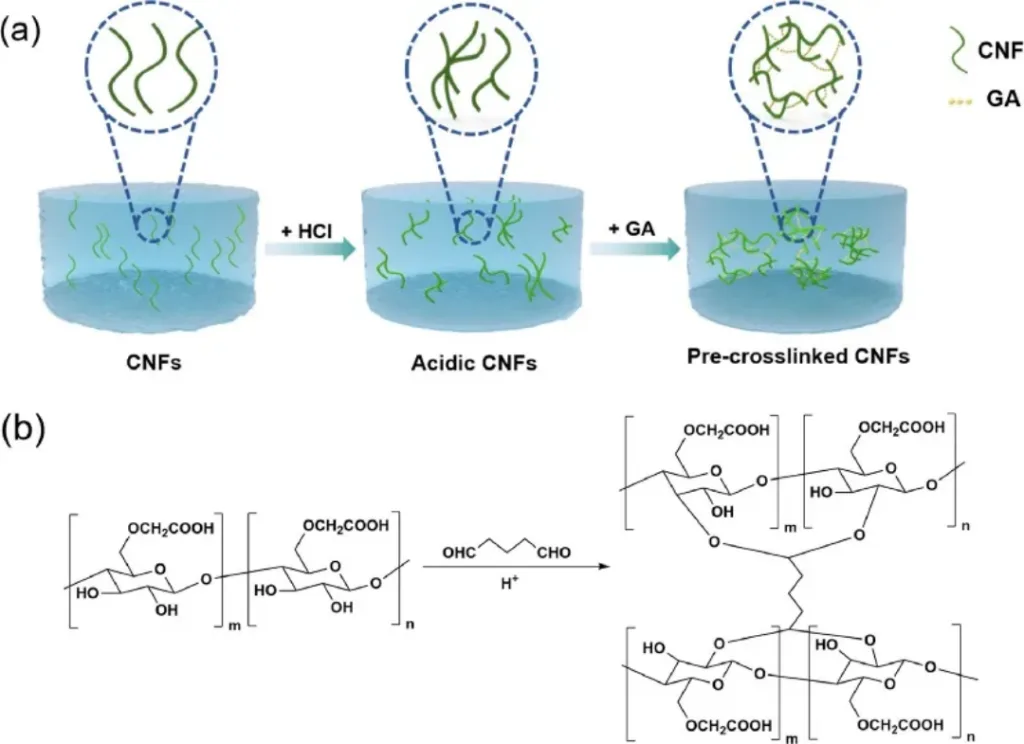
The research team addressed both challenges through an innovative acid-treatment and crosslinking strategy, successfully developing a stable, high-performance green nanofiltration membrane system.
Step1: Preparation of the CNF Suspension
The process began with the preparation and characterization of the cellulose nanofiber (CNF) suspension to ensure suitable dispersion stability and coating performance.
Step 2: Preparation of the Support Membrane
The mixed cellulose ester (MCE) membrane was immersed in deionized water and fixed onto a glass plate to serve as the support substrate.
Step 3: Uniform CNF Coating
For each 9 × 9 cm² support membrane, 2 mL of a 0.8 wt% CNF suspension was evenly coated onto the membrane surface, forming the functional separation layer.
Step 4: Thermal Drying and Membrane Formation
The coated membrane was dried in an oven at 60°C for 2 hours, resulting in a stable composite nanofiltration membrane structure.
MCE membranes are composed of cellulose acetate and cellulose nitrate, making them highly compatible with CNF due to their shared cellulose-based origin. This material compatibility enables the CNF suspension to spread evenly, penetrate effectively, and form an ultra-thin, uniform functional separation layer.
The use of MCE as the support layer also helps reduce defects, improve coating consistency, and support stable rejection and flux performance.
From an industrial perspective, this is particularly meaningful. MCE membranes are among the earliest commercially produced membrane types, with mature and stable manufacturing processes. This provides a strong foundation for future scale-up and industrial application of CNF-based nanofiltration membranes.
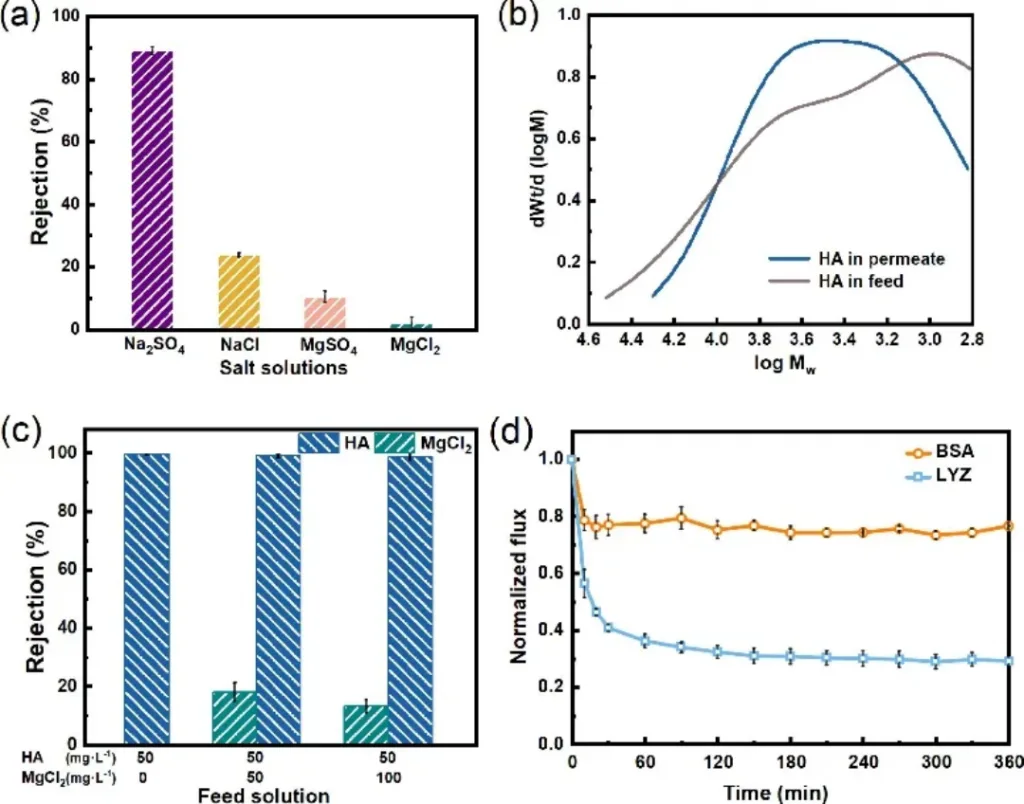
The developed membrane demonstrated strong separation performance and sustainability advantages, including(under the reported test conditions):
These results suggest that bio-based membrane materials are moving beyond laboratory research toward scalable applications in sustainable water purification.
This collaboration reflects more than a single research achievement. It demonstrates how academic research and industrial membrane expertise can work together to accelerate the development of sustainable separation technologies.
For Tailin New Materials, this project also reinforces its long-term commitment to high-performance filtration and functional membrane products across life science, pharmaceutical engineering, precision medicine, food & beverage, microelectronics, and water treatment industries.
By connecting scientific innovation with industrial manufacturing capability, Tailin continues to support the development of reliable, high-quality, and environmentally responsible membrane solutions.
For more information or to explore partnership opportunities, please visit our website or contact us at phone: +86 571 8658 9087, email: marketing@tailingood.com. Stay connected with Tailin through our social media channels on Facebook, YouTube, LinkedIn and Instagram to witness our ongoing journey toward excellence and innovation.
Read Our One More Blog: How VH2O2/VHP Sterilization Supports for BSL-3 Laboratory Large-Space Decontamination

